 在线客服
在线客服




圆锥式破碎机是目前相当普及的一种破碎机械,本文主要讲的是圆锥破的碗形铜轴瓦的焊接修复。一矿山企业的圆锥破碎机的碗形铜轴瓦工作时承受振动负荷,且工作负荷大,在瓦壁8—20mm孔处出现裂纹(图1),致使该部件无法正常使用。为了恢复其使用功能,提高其使用年限,降低生产成本,决定采用焊接方法进行修复。
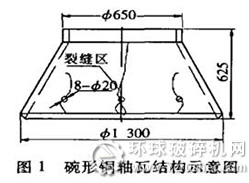
碗形铜轴瓦结构示意图
焊前准备:①用角向磨光机对裂纹处进行打磨,倒角成双Y形坡口,坡口形式见图2。②对坡口两侧30mm范围内表面的油脂、水份、金属氧化膜及其它杂质进行仔细地清理,直至露出金属光泽为止。③选用T227焊条,与铜轴瓦锡青相匹配,采用多点内外定位焊,再用内外交替的焊接方法来控制焊接变形。
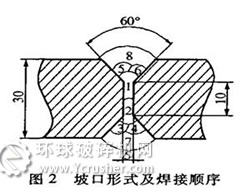
坡口形式及焊接顺序示意图
焊接工艺:①选用ZX7—500型逆变直流手工焊机.电源极性为直流正接。②焊条使用前经2 0 0℃左右,1—2小时烘干.随用随取。③用氧乙炔焰对坡口两侧面100~150mm范围内进行局部预热,预热温度350~400℃,并用石棉布覆盖整个部件。要严格控制预热温度和焊接条件。④选用3.2mm的T227焊条,焊接电流为90~120A,电弧电压为20~24V。⑤采用合理的焊接顺序(图2)。
焊后立即轻轻敲击焊缝以细化晶粒,减小焊接应力及变形。⑥焊后立即用氧乙炔焰对焊缝两侧250mm范围内加热至350-400℃并保温缓冷,消除残余应力。⑦焊后48小时后,用机床修复加工表面,即可投入安装使用。
修复效果:修复后的圆锥破碎机的铜轴瓦加工后表面无气孔和裂纹,用红外线探伤,焊缝内部组织均匀、无缺陷。使用一年后完全满足各项技术要求,使大量报废的铜轴瓦得以再利用,经济效益显著。圆锥破碎机碗形铜轴瓦的焊接修复成功,值得推广应用!

 :2242538890 2233515786 280327213 技术::497398702
:2242538890 2233515786 280327213 技术::497398702  MSN:
MSN:

豫公网安备 41010502002251号
扫破碎机网微信公众号-阅读行业最新资讯









