近年来中国经济的持续强劲发展使其成为世界经济发展的引擎。中国对钢铁、煤炭、水泥和有色金属的旺盛需求成就了火爆的矿业市场,这也为选矿工艺和装备技术发展创造了一个前所未有的好时机。同时,国家科技计划的实施有力支撑了国内选矿工艺和装备关键技术水平的快速提升。由于矿产资源的大量开发利用,可供资源量不断减少,原矿开采品位日渐降低,冶炼等后续加工对选矿产品质量要求也日益提高,而人们的环保意识却日益加强,这些现实情况都对选矿工艺技术和设备都提出了越来越高的要求,促使选矿设备不断向更大、更优和高效节能的方向发展。
近年来,我国选矿行业解决了一批关键工艺技术和装备,如铁矿的阴离子反浮选技术,复杂铜铅锌硫化矿的高效分离技术,大型半自磨、球磨装备的研制和应用,大型浮选机和浮选柱的推出等。同时,一批难处理铁矿、有色金属矿和低品位矿、尾矿的资源化利用等新技术也得到快速发展。
选矿工艺技术的飞速发展
随着选矿工艺关键技术水平的提高,我国铁矿、复杂多金属矿和铝土矿等选矿工艺都取得了令人瞩目的发展。
铁矿选矿工艺技术已进入世界领先行列
我国钢铁工业超常规快速发展为国内铁矿资源开发技术的发展注入了强大动力。一方面国有钢铁公司对矿山的大力开发,使得一批大型未开采的铁矿资源得到充分利用,更重要的是矿业发展的大好形势吸引了大量投资者纷纷建矿。
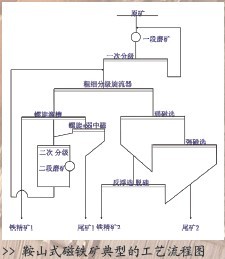
⑴ 鞍山铁矿选矿工艺技术
比较典型的鞍山式磁铁矿工艺流程如下图所示。
该工艺流程特点包括阶段磨矿,尽可能通过粗细分选减少二段磨矿量;粗细分级分选,粗粒进入重选阶段,能够尽可能快地产出合格精矿,尽可能减少反浮选入选量;细粒部分通过磁选尽早抛尾,而磁选富集后将减轻反浮选的压力,以尽可能少的浮选入选量,保证合格的铁精矿。这种铁矿的选矿技术思路优势显著。
⑵ 小型磁铁矿山独特的选矿工艺技术
随着铁矿石价格的节节攀升,磁铁矿类型铁矿的入选品位逐渐降低。为了使低品位磁铁矿能够盈利,我国选矿工程技术等人员进行了大量的技术攻关,并取得了成功。以河北迁安、遵化地区的小铁矿为例,碎矿流程的改进最为显著。一般的二段开路破碎基本改进为闭路,有的采用
鄂式破碎机加
锤式破碎机的二段一闭路方式,也有采用典型的三段一闭路流程;几乎所有的选矿厂都采用一段或者多段磁滑轮预富集干抛尾矿,而一段磨矿的改造很有中国特色——采用加筛孔的超长
球磨机;工艺流程和设备配置非常简洁,工艺流程选用干抛—湿抛—磁精选(磁选柱)—自然沉淀脱水,这种简洁的工艺流程为低成本生产铁精矿奠定了技术基础。
⑶ 按粒度大小分级技术的应用
德瑞克多层细筛和陆凯MVS细筛已经广泛应用于二段磨矿前,使得铁矿粗粒连生体能够按颗粒尺度分级,而不用旋流器分级。大孤山选矿厂在-0.09mm的矿块占90%的情况下,利用MVS获得筛下产率50%、分级效率51.9%的好指标。细筛在铁矿中的应用不仅保证了铁精矿的质量,更重要的是降低了二段磨矿成本。
⑷ 磁铁矿类矿山全物理选矿技术
对于磁铁矿而言,为了生产高品质的球团矿给料,铁精矿的品位一般要求达到67%以上。前几年为了实现这一目标有些矿山应用阳离子反浮选的工艺,近几年则通常选用全磁选工艺以进一步降低生产成本,应用细筛—磁选柱及其类似装备以控制铁精矿品位。相对而言,鞍山磁铁矿采用全磁选工艺将比重选—磁选更节约水资源,也比磁选—反浮选更节约成本。
⑸ 高磷鲕状赤铁矿和褐铁矿选矿技术
对于此类铁矿的选矿工艺,国内多家研究院所都开展了全方位的技术攻关。在生产作业中,各大选厂主要采取重选、磁选、反浮选、磁化焙烧—磁选方案。采用磁化焙烧—磁选方案可以获得较高品位铁精矿,但含磷指标不能保证;采用磁选—反浮选方案可以使得铁精矿含磷降低到0.1%左右,但铁精矿品位难以达到58%以上。经过不断的研究与创新,新钢铁坑褐铁矿采用强磁—粗精矿再磨—反浮选工艺,在原矿含铁37%时达到了铁精矿品位56.7%、回收率58.8%的指标。
复杂多金属矿和铝土矿选矿工艺独具特色
由于我国铝土矿资源以一水硬铝石为主,因此拜耳法成为扩展铝土矿资源利用的关键技术,最近10年我国铝土矿浮选脱硅技术已经走在世界前列。其中世界著名的“多金属矿—柿竹园”法大获成功,2009年又成功实现“物理分选黑白钨—分别浮选”核心工艺工业试验,使钨回收率有了较大幅度提高。此外,铜铅锌硫化矿的高效无氰分离也在近几年取得重大进展,基本解决了铜铅锌硫化矿的分离技术难题。
⑴ 柿竹园复杂多金属矿选矿工艺技术
柿竹园复杂多金属矿的骨干流程全浮选联合螯合捕收剂的选矿工艺在20世纪90年代获得重大成功,形成了著名的“柿竹园”法。近几年在国家“十一五”科技计划的大力支持下,柿竹园公司再次联合北京矿冶研究总院和广州有色金属研究院开展技术攻关,成功地实现了“强磁分离黑白钨—分别浮选”为核心的工业试验,使得钨回收率提高了10个百分点。毫无疑问,柿竹园复杂多金属矿的选矿工艺技术又一次获得了重大进步。
⑵ 铜铅锌硫化矿高效分离技术
铜铅锌硫化矿的分离一直以来都是选矿工艺技术中的难题,因而国外大部分选矿厂仍然采用氰化物法分离铜铅混合精矿,可以获得较好的指标,也有个别选矿厂采用硫酸亚铁法单分选法,但指标还存在一些问题,如俄罗斯罗布斯克矿的扩大试验指标为在原矿品位达4.2%Cu、5.8%Zn和10%Pb时,获得铜精矿品位28%~30%Cu、铜回收率83%;铅精矿品位52%~58%Pb、铅回收率82%;锌精矿品位55%及锌回收率(包含铅锌混合精矿中的锌回收率)82%~84%,分选的难度很大。
近几年我国在铜铅锌多金属矿的分选研究上取得了重大进展。北京矿冶研究总院先后在哈萨克斯坦、中国四川、西藏、江苏和黑龙江等多家铜铅锌硫化矿采用了独特的无氰分选技术并实现了工业化。据了解,湖南有色金属研究院也于2009年通过了中国有色金属工业协会的类似项目鉴定,其高效选矿药剂在西藏、湖南和江西七宝山铅锌矿等多家矿山成功应用。
目前中国已经可以从技术上灵活应用“铜铅锌顺序优先浮选”和“铜铅混合浮选—选锌,铜铅混合精矿再分离”的工艺流程技术。根据北京矿冶研究总院的研究进展,其在计算机辅助分子设计的理论指导下已经很好地解决了铜铅混合精矿的高效分离技术,并于2009年实现了工业应用,使得铜铅锌总回收率比顺序优先流程提高了10个百分点以上,而且尾矿水的COD指标也进一步降低。
⑶ 铝土矿选矿工艺
我国铝土矿浮选脱硅技术取得成功,标志着我国铝土矿选矿工艺已达到世界领先水平。我国“一水硬铝石型铝土矿生产氧化铝新工艺新技术研究”也已被列为“九五”重点科技攻关项目,在完成一系列小型试验、扩大连选试验后,开展了工业试验、工业试生产以及工业应用,目前已经在山东、河南先后分别建成铝土矿浮选脱硅厂。铝土矿正反浮选脱硅技术的进步为中低铝硅比铝土矿资源的利用提供了技术支撑,大大扩展了我国铝土矿的可利用资源量。
浮选药剂研发的重大进展
浮选药剂从投入工业应用距今已有100多年历史,其发展过程可划分为3个阶段,即油类捕收剂时期、离子型水溶性捕收剂时期、非离子型特效捕收剂时期。
国内铁矿阴离子反浮选捕收剂目前已经从RA-315发展到RA-715,使得脂肪酸捕收剂的改性得到了充分发挥。柿竹园矿钨矿物的浮选螯合捕收剂CF系列和GY系列实现了钨矿物常温浮选,当给矿品位WO3 为0.57%时,最终得到含WO3 71.83%、回收率56.23%的白钨矿和含WO3 66.61%、回收率27.30%的黑钨精矿,总回收率高达83.5%。
近来在国家“863”计划支持下,业界提出了计算机辅助分子结构设计理论,通过Materials Studio软件对分子结构—矿物建模并计算相互作用能量的变化,引入竞争吸附系数的概念作为判别同种矿物的不同捕收剂作用能力,不同种矿物的捕收剂选择性差异。在原子尺度上利用分子模拟和计算,揭示浮选机理并进行浮选药剂分子结构的设计。
尾矿和冶炼渣的资源化利用
唐山、遵化一带的铁矿尾矿已经逐渐为北京、天津等地提供大量的建筑用细沙料,这不仅解决了尾砂对环境的影响,也为城市建筑业提供了符合国家产业税收优惠政策的机会。近几年,我国已经从技术上解决了氰化尾渣的资源化利用难题,一批黄金企业纷纷建设氰化渣的综合回收工程。同时,铜冶炼渣的选矿已经成为各铜冶炼厂的关键工序之一。我国大型铜冶炼厂基本配置了炉渣选矿车间,江西铜业贵溪冶炼厂,利用半自磨机进行铜渣磨矿,并采用了炉渣专用浮选机,浮选浓度可达70%,效果良好。
选矿装备技术日趋强大
中国选矿装备技术的发展随同中国矿业市场的发展在世界领域迅猛前行。近几年来,我国大型半自磨机、球磨机、浮选机和浮选柱发展迅速,很快替代了许多进口装备。以中信重工的大型半自磨机、球磨机,北京矿冶研究总院的320m3浮选机为代表的中国选矿装备技术日趋强大。
大型半自磨机和浮选机
中信重工1992年与美国福勒公司合作制造完成了Φ5.5×8.5m溢流型球磨机;2004年与美卓矿机合作制造了Φ8.57×3.96m最大的半自磨机,生产了Φ5.5×8.5m和Φ5.49×8.8m溢流型球磨机;2006年与美卓矿机合作制造Φ8.54×3.6m自磨机,2006年7月为凌钢集团承制Φ8.0×2.8m自磨机;2009年其生产的半自磨机已经在中国黄金乌奴格吐山投产;2010年4月完成了在江铜德兴铜矿生产的大型半自磨机试车作业。目前中国生产的大型半自磨机和球磨机已经在澳大利亚应用。
我国大型浮选机的研制和生产也在短短几年得到内迅速发展,北京矿冶研究总院于2005年研制成功国内第一台超大型KYF-160型浮选机;后于2007年又研制出KYF-200型浮选机;2008年12月在德兴铜矿试验成功世界上最大的浮选机KYF-320,其单槽体积达到320m3;2009年6月德兴铜矿大山选矿厂改造应用了200m3和160m3浮选机;中铝秘鲁特罗莫克铜矿项目也应用了国产最大的320m3浮选机。
在高效破碎机方面,我国不断有外动颚低矮破碎机、挤满给矿的惯性
圆锥式破碎机、国产化大型高压辊磨机等新设备的推出。PEW外动颚低矮破碎机已经广泛应用于有色金属矿、铁矿和非金属矿。其突出的优点表现在外形低矮,有利于硐室破碎;破碎比大,可简化破碎流程;动颚轨迹好,颚板寿命长;生产能力大,能耗低。惯性圆锥式破碎机的生产直径已可达1200mm,其系列产品在鞍山、东川应用。并已逐渐应用到钢渣破碎中,可实现二段开路破碎流程。同时,高压辊磨机在矿山的应用也不断扩展,马钢南山铁矿首次引进德国魁伯恩公司RP630/17-1400型的高压辊磨机,应用效果表明可以节省电耗近29%,降低钢球消耗24%。洛阳中信重工于2005年研制成功GM120-50型高压辊磨机后,2010年自主研发了GM140-60型高压辊磨机,并将用在辽宁罕王集团景佳铁矿。该设备有望将1mm以下细粉含量提高40%~50%,同时可使破碎后入磨物料磨矿功耗降到15kW/t。
在大型中碎和
细碎装备方面,我国传统的弹簧圆锥式破碎机性能仍然无法与进口的HP系列或者H系列液压圆锥式破碎机相比。根据实际应用的情况,国内有色金属矿一般应用HP系列破碎机较多,而铁矿应用H系列破碎机居多。而中碎则应用H系列的更好,细碎应用HP系列的最佳。总而言之,这两种破碎机都比传统的弹簧圆锥式破碎机性能优越。
浮选柱
我国浮选柱的发展也在一定程度上有了重大飞跃,以旋流微泡浮选柱为代表的浮选柱已经在煤矿、铁矿、有色金属矿和非金属矿浮选中得到广泛应用。在弓长岭铁矿使用该浮选柱,一次粗选就达到铁精矿品位67%,尾矿品位25%左右的水平;而原先浮选机产出的铁精矿品位只有64%,尾矿品位仅为16%左右;将柱—机联合可以更好地发挥各自的优势。目前国内大型浮选柱的生产厂家有中国矿大的旋流微泡浮选柱、长沙有色金属设计院和北京矿冶研究总院的浮选柱。
磁选装备
在磁选设备方面,我国脉动高梯度强磁机已经赢得了国内外的认可,鞍山地区铁矿、包钢等大批铁矿山以及国外秘鲁铁矿等基本上采用此类的强磁机。目前该类
磁选机的最大规格为SLon2000型和SLon2500型。国内生产类似脉动高梯度强磁机的厂家有3家以上,有的厂家可以生产双立环脉动高梯度强磁机,性能基本接近。
目前国内采用的预选设备有大块磁滑轮CT-1424型,处理量可达2200t/h。此外,高压辊磨机和半自磨机的应用,对粉矿湿式磁选抛尾的工艺要求迫切。山东金岭铁矿应用CTS-1050×1000的粉矿湿式预选机,对0~14mm粉矿进行选别,可实现抛尾7%以上,使磨机的效率提高20%左右。其流程主要是预选粗精矿进入磨机,尾矿经过筛分,2~14mm部分直接抛尾,-2mm部分进入
分级机分级。同时该矿在预选方面的研究非常深入,提出了干湿联合流程、分级预选的工艺,并取得良好效果。
总体来看,近年我国选矿工艺和装备技术得到了飞速发展,以铁矿整体选矿工艺技术及复杂多金属矿分选工艺技术为代表,我国的选矿工艺水平已经进入世界先进行列。大型和超大型半自磨机、球磨机以及浮选机装备水平也处于世界前列,立环脉动高梯度强磁机已经享誉国内外。在高效破碎机方面虽然有一些突破,但大型破碎机高端市场仍然由欧美的H系列和HP系列液压圆锥式破碎机垄断。因此,我国选矿行业不仅应在矿业的规模上争取世界领先地位,还需在选矿工艺和装备技术方面独占鳌头,从技术的高端获得前进的动力!
 在线客服
在线客服





 :2242538890 2233515786 280327213 技术:
:2242538890 2233515786 280327213 技术: MSN:
MSN: